1.不锈钢复合材料焊接顺序工艺探究
焊接试验中应用厚度参数为(18+3)mm的Q345R/316L不锈钢复合板,在焊接重要进行焊接复层,在进行焊接过渡层以及基层焊接中进行c类接头焊接工艺进处理。在进行过渡层焊接中其焊材为E309-16,进行基层焊接中主要应用的碳钢焊接材料为E5015。
1.1不锈钢复合材料焊接顺序工艺分析
复合材料焊缝焊接坡口以及其工艺可以分为A、B、C三种类型。通过力学性能试验可以发现在进行C类焊缝焊接处理中,碳钢焊接不锈钢过渡层中存在高硬度的硬化区,其局部硬度高达HV2350~400左右,其高于常规的碳钢以及不锈钢的标注硬度值。
c类焊缝在应用没有受到硬化层影响出现故障,分析其主要机理以及规律对于焊接接头焊接来说具有参考性价值。
分析B类、c类焊缝,做好硬化区焊缝的冲击韧性实验分析,进行c类焊缝侧弯以及背弯检测,进行B、C两类焊缝焊接接头的疲劳性实验分析。
在焊接前进行B、C两类焊缝的试验确定,明确顺序、工艺以及参数技术要点,做好·焊接过程各项参数记录,便于分析。在焊接中并没有发现C类焊缝出现异常性的问题。在进行过渡层焊接中铁水流动性良好,并没有产生显著的气孔、裂纹等缺陷问题。在焊接完成之后进行表面检测分析,并未出现夹渣等缺陷隐患。通过射线进行检测无缺陷之后则可以进行相关试验。以321+Q245R材料复合板为例B.C类焊接顺序具体如下:
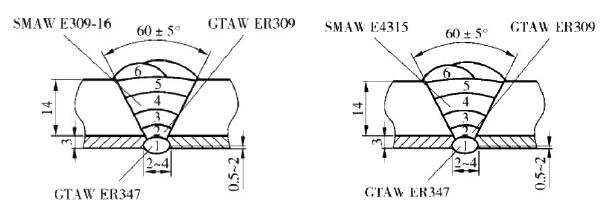
图1.B类焊接顺序工艺示意图
图2.C类焊接顺序工艺示意图
1.2.焊缝光学显微像观察与分析
分析B、C两类焊缝的光学显微像,对其进行观察分析了解规律特征;利用疲劳试验分析B、C两类焊缝的力学性能。
1.2.1B类焊缝微观金相分析
通过奥氏体不锈钢焊材进行焊接分析,焊缝金相单一。位于焊缝中心位置的组装结构为奥氏体与铁素体。在不同层道中焊缝热输入具有显著差异,而在焊缝形成中的相种类并没有出现显著的特征变化,硬度也没有出现显著的变化特征。
1.2.C类焊缝微观金相
第一层—级级二层中其焊缝的中心位置主要为奥氏体与铁素体纽织结构。在第三层焊缝的中心线位置的下部组织结构形貌主要为马氏体.残余奥氏体以及球状的珠光体结构。在中心线的核心位置其主要的形貌则属于少量残余奥氏体.板条马氏体结构。
在第四层的焊缝中心位置金相主要就是恭析的铁素体以及珠光体组织结构。
分析观察B类焊缝的显微纽织结构均属于奥氏体以及铁素体,其焊缝硬度变化并不显著。c类焊缝的地三层焊缝在合金元素的混合作用影响之下提升了马氏体的整体含量。元素扩散中的不均匀特征造成了第三层焊缝内部中出现了较为显著的成分含量性的差异性,其在不同位置中的微观显微组织也具有一定的差异性。
在心类焊缝界面的不同位置只有不同特征的形貌,但是其共同点就是均存在马氏体。多层焊层均属于典型的不锈钢或者碳钢填充形成的组织形貌,只有第三层不是。在焊缝侧面存在奥氏体枝晶,在其融合线位置存在过渡层,而产生过渡层主要就是不同元素在相互扩散作用之下形成的,在过渡层中会存在一些碳化物。
1.3疲劳试验分析
根据焊接接头脉动疲劳拉伸试验标准要求进行处理,计算分析在本次试验中其额定疲劳强度的上限,确定为疲劳比为.38.739%,在此种条件之下要做好B.C两类焊缝的疲劳试验分析。其中B类焊缝通过48.9万次疲劳循环出现了焊缝焊趾开裂的现象。而c类焊缝通过73.3万次之后才出现此种问题。
通过研究分析,增加60%的疲劳比之后,B、C焊缝要通过1件进行疲劳试验分析。B类32.6万次才出现焊缝焊趾的问题;而c类焊缝在通过19.3万次之后才出现母材实效断裂的问题。完成第一阶段的实验之后观察试样发现疲劳试件不符合精度标准,出现此结论存在离散型向题较大。但是也反应了在工况条件之下,C类焊接接头可以承受的疲劳荷载能力并不小于B类的焊缝。
2.结论
通过分析可以确定复合材料盖面层属于填充金属,在通过不锈钢焊条进行处理中,其焊缝的金属一般属于为奥氏体以及铁素体;通过结构钢焊条进行焊接中,焊接金属则为珠光体以及铁素体。在过渡层中的金属在碳元素以及合金元素的共同影响之下则会形成马氏体。
结束语:
通过焊接实验分析分析在不锈钢复合材料在进行复层焊接处理之后分析c类接头的力学性能以及金相,确定了焊接工艺可行性。通过理论分析可以确定在实验室条件中c类接头焊接工艺可行,在工程中应用要综合焊接的参数信息以及不锈钢复合材料基层厚度等参数合理调整优化。
参考文献:
[1]宋纯民,唐元生,张桂红, et al.不锈钢复合材料焊接顺序工艺研究门.石油化工设备技术,2018,39(06):8+62一67.
[2]张桂红,曾小军,唐元生.不锈钢复合材料焊接工艺探讨0.石油化工设备技术, 2018.
[3]王彤.不锈钢复合钢板的焊接工艺研究门.科技资讯,2013(34):72十74.

